Vi starter med identifikasjonsteknologier, og først ut er barkodeteknologien (strekkoder). Dette er en veldig vanlig identifikasjonsmetode for diskrete komponenter og mellomprodukter. En barkode er basert på grafisk koding, vanligvis striper, slik som vi ser på alle varer vi kjøper på supermarkedet.
Fordelene ved barkodeteknologien, er at den er svært rimelig, den kan enkelt produseres via en robust printer og leseutstyret er rimelig. Lesingen kan foregå automatisk når en merket materialenhet passerer en fastmontert barkodeleser under transport, eller manuelt ved at barkoden leses med en håndholdt skanner.


Det finnes ulike barkode-standarder. Nedenfor vises eksempler på tre ulike standarder:
- EAN-13 er en europeisk kode som benyttes mye i Europeisk varehandel. Den inneholder 2 karakterer for landskode, 10 karakterer for data og 1 paritetskarakter.
- CODE 128 benyttes mye i produksjonssammenheng, for eksempel for sporing internt i en fabrikk. Det er en 128 ASCII karakterkode.
- DATAMATRIX er en kode som kan inneholde opptil 3116 ASCII karakterer. Koden har effektiv feilsjekking og er mer robust enn for eksempel CODE 128. Den egner seg godt for fabrikkintern sporing.
RFID
RFID, eller radiobrikker, står for Radio Frequency Identification. En RFID fungerer ved at en liten radiobrikke festes til det objektet som skal identifiseres. Målet med eksisterende RFID-løsninger er ofte å tilby automatisk og sikker avlesning av et identifikasjonsnummer. I tillegg finnes det RFID-brikker som kan lagre data, og på denne måten fungere som trådløse lagringsenheter.
Å lagre data i en RFID brikke i forbindelse med sporing, utover å lagre identifikatorer, er som regel ikke formålstjenlig. Grunnen til dette, er at ved sporing vil som regel avlesningsenheten være koplet til sporingsdatamaskinen, hvor data relatert til et objekt lagres.
En RFID brikke er generelt mer robust enn en barkodeetikett. Årsaken er at RFID brikken kan beskyttes eller monteres inne i det som skal identifiseres.
Aktiv vs passiv

Et databasert system, for internsporing i et produksjonsanlegg, vil som et minimum måtte ha en datamodell som modellerer og lagrer blant annet:
- Sporingsenheter (masseplugg, mellomprodukt etc.) for råvarer, mellomprodukter og produkter samt prosess- og produksjonsdata relatert til disse.
- Transportveier for masseflyt og materialbærere (vogner, kurver, kassetter osv.).
- Prosessenheter og tider for sporingsenheter.
- Batchkjøringer.
Fabrikksporing kan begrense seg til å tracke materialer gjennom prosessen, slik at basis kjedesporingsfunksjonalitet tilfredsstilles tvers igjennom fabrikken. Slik sporing vil ofte være myndighets- og regeldrevet. Dette gjelder spesielt myndighetskrav for håndtering av tilbakekallingssituasjoner. Slik sporing kan kalles passiv sporing.
Aktiv sporing kan defineres som å benytte data fra sporingssystemet for aktiv optimalisering av prosessdriften. Dette kan omfatte alt fra å registrere ytelsestall fra produksjonen i ettertid, og aktivt lete etter forbedringspotensialer (basert på detaljerte data fra sporingssystemet), til aktiv, korrektiv styring online. Et eksempel er reseptjusteringer, basert på historien til en sporingsenhet gjennom prosessen.
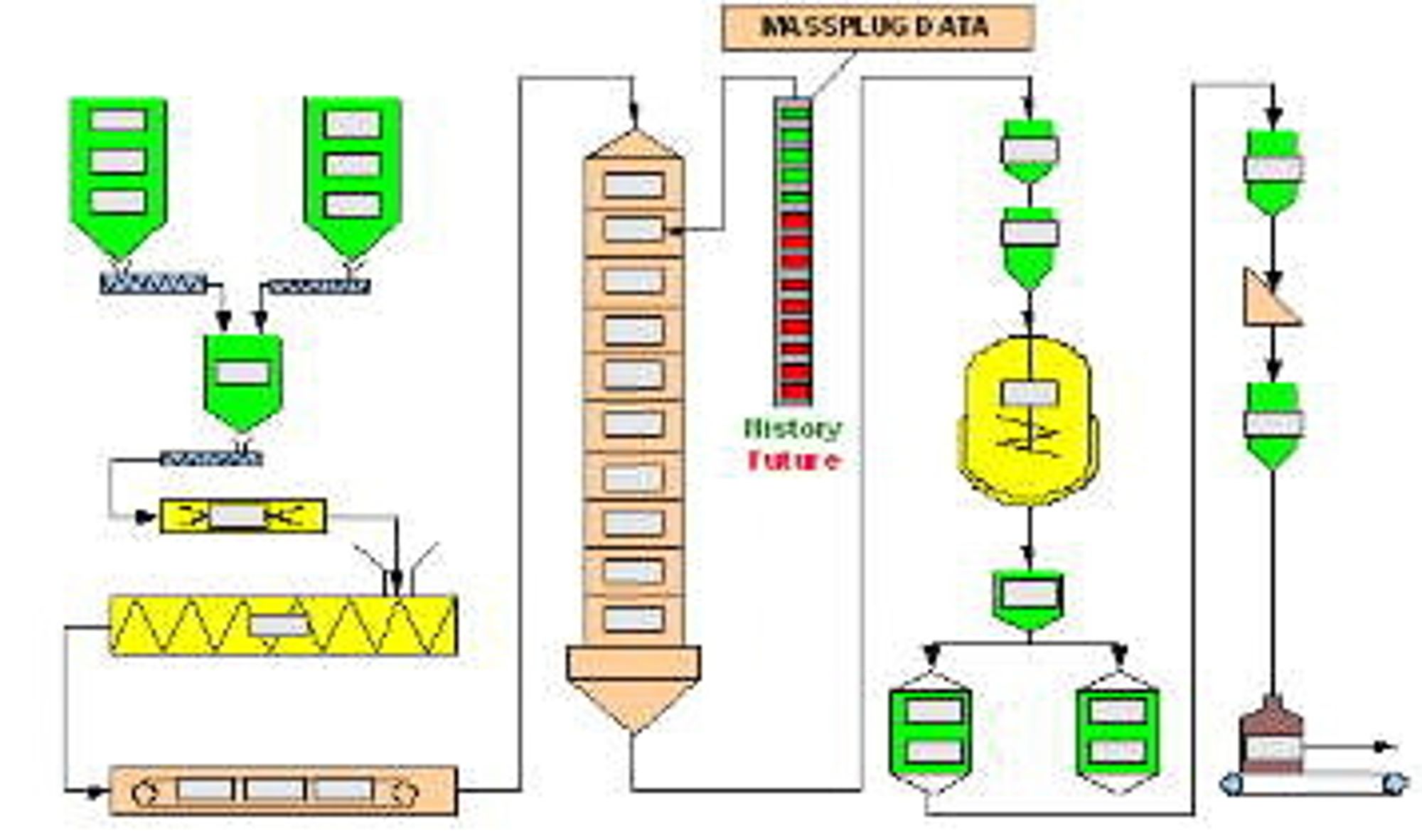
Slik styring forutsetter at det finnes modeller som korrelerer resulterende kvalitet med råvareparametere, prosessbetingelser og forstyrrelser underveis i prosessen. Skissen viser noen av hovedtrekkene i en fôrproduksjonsfabrikk. De grå firkantene illustrerer masseplugger. For en gitt masseplugg, vil en del data allerede være opplevd historie. Dette kan da benyttes for å tilpasse prosessparametere senere i prosessen.
Prosjektering og installasjon
Å realisere et fabrikksporingssystem er som regel et resultat av en omfattende intern prosess i bedriften. Et slikt system vil påvirke måten en opererer fabrikken på, fordi en må sørge for å samle data som kan drive sporingsmaskinen. Dette kan omfatte nye operatørskjermer for registrering av materialflyt i fabrikken og endrede operasjonsrutiner.


Mellomledelse og fabrikkledelse får også nye muligheter for å følge opp produksjonen, og må involveres for å definere hvilke rapporter som skal genereres fra sporingssystemet for å støtte produksjonen. Et typisk prosjekt, for realisering av et sporingssystem, har som minimum følgende faser/aspekter:
- Intern modning i bedriften, hvor en bestemmer seg for hvilken funksjonalitet en ønsker å bygge inn i sporingssystemet. Utover ren sporing, kan følgende være aktuelt:
- Effektivitetsberegninger (OEE, ressursbruk osv.).
- Detaljert kvalitetsoppfølging basert på SPC (Statistical Process Control) og multivariat SPC.
- Vedlikeholdsplanlegging basert på tilgjengelighet og oppetider.
- Prosessoptimalisering.
- Sporingsbredde og detaljeringsgrad. - Utarbeidelse og utsendelse av forespørsel for å innby leverandører til å gi anbud på etterspurt funksjonalitet med påfølgende valg av leverandør.
- Utarbeide løsningsspesifikasjon sammen med valgt leverandør. Dette er en særdeles viktig fase i et realiseringsprosjekt. Selv om det er fristende å sette i gang før en har utarbeidet en detaljert spesifikasjon, kan dette være katastrofalt. Leverandør og kunde må i fellesskap produsere en spesifikasjon som beskriver systemets virkemåte. Det er eksempelvis viktig, for både kjøper og leverandør, at alle skjermbilder og brukergrensesnitt beskrives i detalj.
Hos Prediktor utarbeides for eksempel et sporingsdiagram. Dette modellerer materialflyten gjennom prosessen, og angir hvilke data en trenger som input til sporingsmaskinen, og hvordan disse skaffes (fra skjermbilder eller PLS/styresystem).
I denne fasen er det vitalt å avklare ansvarsforhold relatert til interfacer/grensesnitt til prosesstyringssystemer og andre systemer som sporingssystemet skal kommunisere med (eks. LIMS, ERP, PLS osv.), slik at ansvarsforholdene er krystallklare.
- Realiseringsfasen. I denne fasen konfigureres og tilpasses løsningen til fabrikken i henhold til løsningsspesifikasjonen. Ofte vil en simulere løsningens funksjonalitet basert på en fabrikksimulator for å luke ut feil.
- Fabrikktest (FAT) mot simulerte data utføres sammen med kunden. Feil og mangler rettes opp i fellesskap.
- Systemet installeres på fabrikken og SAT (Site Akceptance Test) avholdes. Feil og mangler rettes opp i etterkant, og systemet godkjennes som levert.
- Vanligvis ønsker kunden en service & vedlikeholdsavtale, og denne trer nå i kraft.